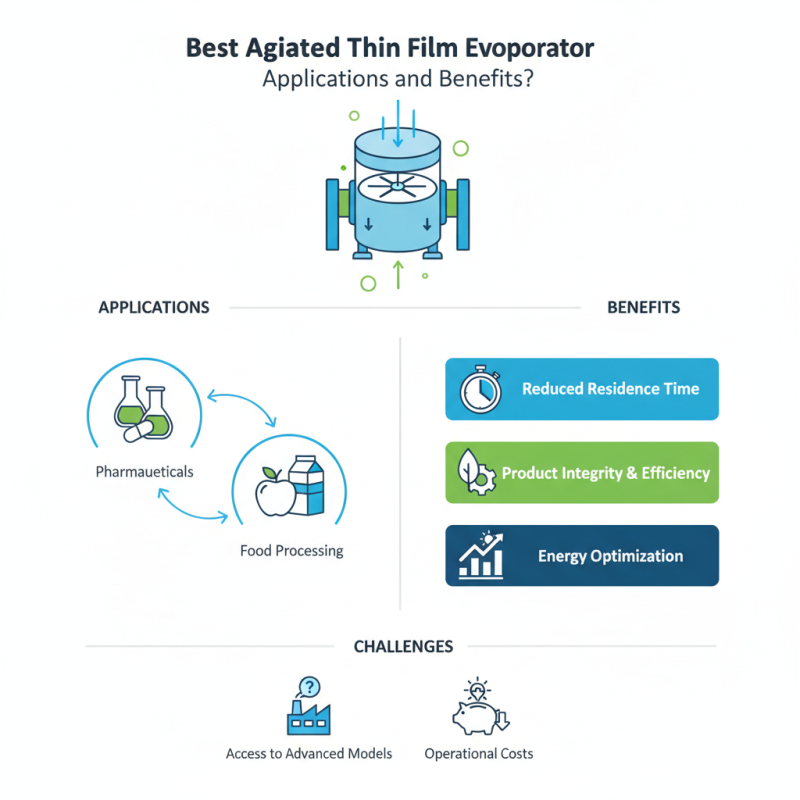
Best Agitated Thin Film Evaporator Applications and Benefits?
The agitated thin film evaporator is a vital technology in modern industrial processes. Its ability to handle heat-sensitive materials efficiently sets it apart. According to a market analysis by Grand View Research, the global evaporator market is projected to reach USD 5.13 billion by 2027. The demand for innovative evaporation solutions is on the rise, particularly in food processing and pharmaceuticals.
Experts recognize the importance of this technology. Dr. Emily Chen, a leading authority in thermal processes, states, “Agitated thin film evaporators enhance productivity while preserving product integrity.” This sentiment is echoed in many industry reports. These evaporators reduce residence time, preventing thermal degradation of sensitive compounds. The design fosters quick and uniform heat transfer, optimizing energy consumption.
Despite their advantages, challenges persist. Not all manufacturers have access to advanced models, which may hinder production. Moreover, operational costs could deter small businesses from investing in such equipment. As the industry evolves, addressing these issues will be crucial for maximizing the benefits of agitated thin film evaporators.
Overview of Agitated Thin Film Evaporators and Their Functionality
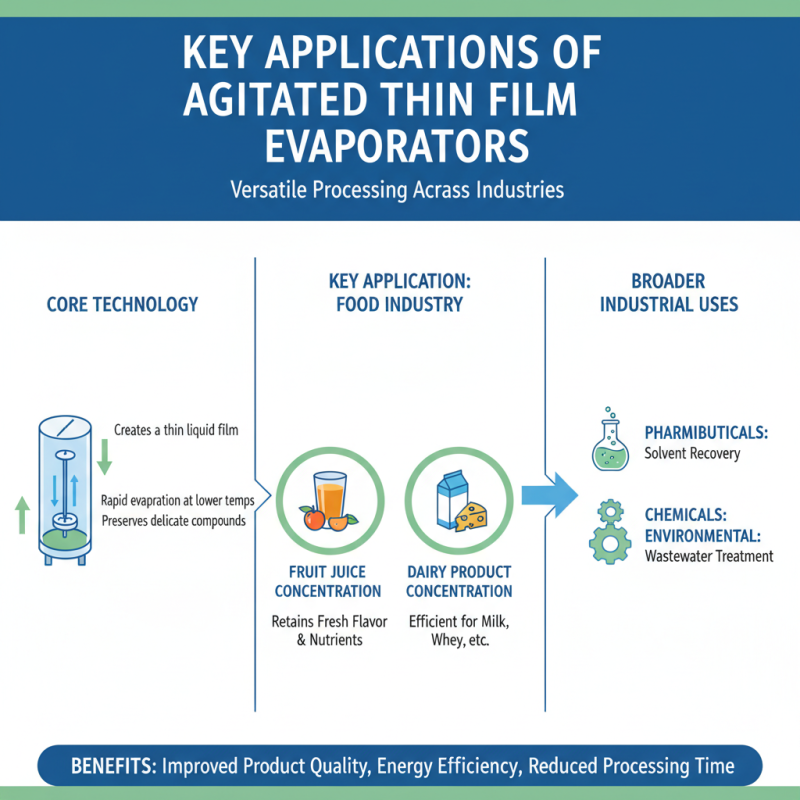
Agitated Thin Film Evaporators (ATFEs) play a crucial role in various industries, particularly in food processing, pharmaceuticals, and chemical manufacturing. These systems utilize a thin film of liquid on a heated surface, allowing for efficient vaporization. According to the "World Market for Thin Film Evaporators" report, the global demand for ATFEs is projected to increase by approximately 15% over the next five years.
One significant advantage of ATFEs is their ability to handle heat-sensitive materials. The quick evaporation process minimizes thermal degradation, preserving valuable compounds. For instance, in the food industry, this allows for the concentration of juices while retaining flavor and nutritional value. Additionally, ATFEs require less energy compared to traditional evaporators. Industry data indicates savings of up to 30% in energy consumption, depending on the application.
However, there are challenges. Maintenance can be complex, involving careful monitoring of temperature and flow rates. Operators must be trained to manage these systems effectively. A report from a recent industry analysis highlighted that improper operation could lead to inefficiencies, with up to 20% of production potentially lost due to equipment failure. Continuous evaluation and improvement are essential for optimizing these systems while maximizing their benefits.
Benefits of Using Agitated Thin Film Evaporators in Production Processes
Agitated thin film evaporators are widely used in various production processes. Their ability to evaporate solvents efficiently makes them essential in industries like pharmaceuticals and food processing. The designs promote thin liquid films, allowing for rapid heat transfer. This efficiency reduces processing time, which is a key benefit in high-demand settings.
One notable advantage is the lower thermal degradation of sensitive products. Traditional evaporators can destroy delicate compounds. In contrast, agitated thin film evaporators operate at lower temperatures. This characteristic preserves the integrity of heat-sensitive materials, which is crucial for maintaining quality. Users, however, must recognize that this system requires precise control. Small errors in temperature or feed rate can lead to inefficiencies.
Moreover, maintenance can be a challenge in these systems. Regular cleaning is necessary to avoid residue buildup. Neglecting this aspect can diminish performance over time. It's essential to strike a balance between efficiency and upkeep. Operators should always evaluate their processes to ensure optimal performance without compromising product quality.
Comparison with Other Evaporation Technologies: Advantages and Disadvantages
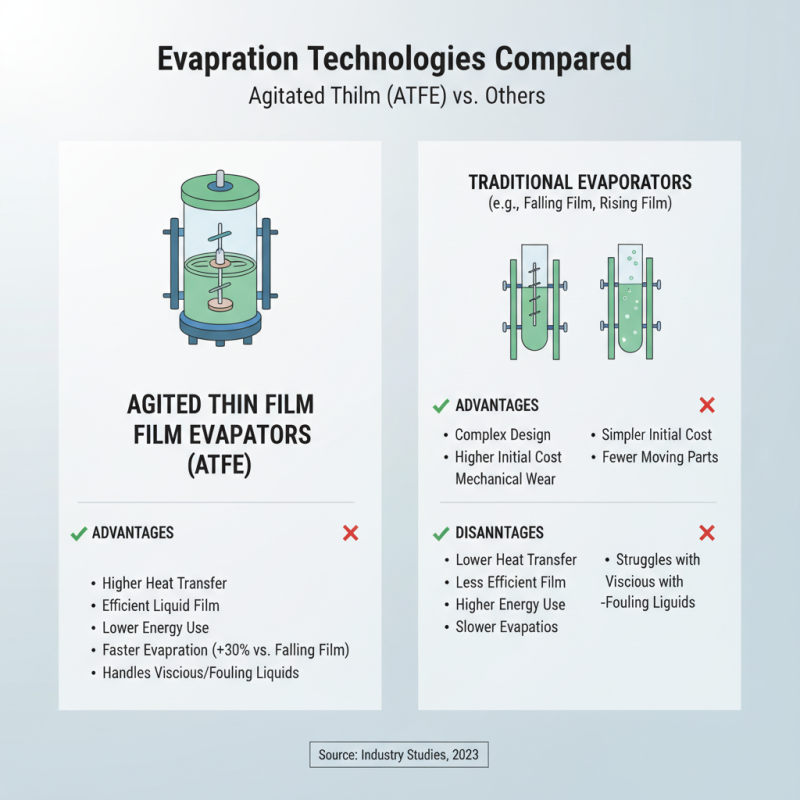
Agitated thin film evaporators (ATFE) are crucial in many industrial processes. Their unique design allows for efficient heat transfer and liquid film management. Compared to traditional evaporators, ATFE provide considerable benefits such as lower energy consumption and higher evaporation rates. For instance, studies show that ATFE can achieve an evaporation rate 30% higher than that of falling film evaporators under similar conditions.
While ATFE excels in efficiency, they have limitations. Their initial setup cost can be higher, which might deter smaller businesses from adoption. Maintenance can also be challenging. This contrasts with simpler systems that require less specialized knowledge. A quantitative study notes that ATFE's energy savings can recover initial costs within 2-3 years, but this may not fit all budgets.
Tips: Regular maintenance is key. Always monitor your system for leaks and wear. Consider long-term savings against initial expenses before installation. Weigh the need for efficiency against ease of operation. It's a balance that varies by application.
Future Trends and Innovations in Agitated Thin Film Evaporator Technology
The future of agitated thin film evaporator technology is poised for significant advancements. Increasing energy efficiency is a primary focus for many industries. Innovations will likely include smarter control systems. These systems can optimize processes, reducing energy consumption. Enhanced materials will play a crucial role as well. They promise improved durability and performance at higher temperatures.
Another trend is the integration of IoT technology. This connection allows for real-time data monitoring and predictive maintenance. Such innovations ensure better operational reliability. However, industries may face challenges, including the complexity of new systems. Adaptation costs could be significant for some manufacturers. Finding a balance between innovation and practicality remains a concern.
Sustainability is another pivotal theme. Future designs may prioritize eco-friendly materials and processes. This shift aligns with global sustainability goals. However, there’s a risk of overlooking traditional methods and their effectiveness. The challenge is to innovate while still valuing time-tested techniques that have proven reliable. Balancing these aspects is crucial for future success in this technology.