Top 10 Agitated Thin Film Evaporators in China for Global Buyers?
The agitated thin film evaporator stands out in various industrial applications, particularly in the chemical and pharmaceutical sectors. According to the latest market research, the global evaporator market is projected to grow significantly, reaching over $6 billion by 2025. This growth highlights the increasing demand for efficient thermal processing technologies.
In China, numerous manufacturers focus on developing advanced agitated thin film evaporators. These devices enhance heat transfer efficiency and improve product quality. Many global buyers seek reliable suppliers in China to ensure the quality of their processes. However, selecting the right equipment can be challenging, given the diverse options available. Potential buyers must evaluate not only performance but also the supplier's credibility and experience in the industry.
While China offers a wide range of agitated thin film evaporators, discrepancies in quality may arise. Some products might not meet international standards. Buyers are encouraged to conduct thorough research and seek testimonials from other clients. This approach ensures that they invest in equipment that delivers both performance and reliability. The journey to find the top manufacturers in China is complex but rewarding for those committed to quality and efficiency.

Overview of Agitated Thin Film Evaporators and Their Applications
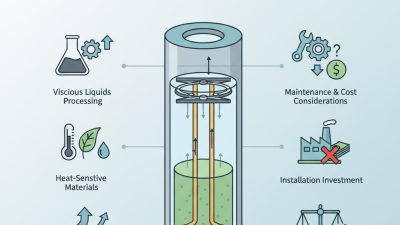
Agitated thin film evaporators play a crucial role in various industrial applications. These devices efficiently remove solvents and concentrate solutions, making them essential in sectors like food processing and pharmaceuticals. They operate using a thin film of liquid, which enhances heat transfer and accelerates evaporation. This design minimizes thermal degradation of sensitive materials.
In food production, these evaporators help concentrate fruit juices and dairy products. The gentle evaporation process retains the flavor and nutrients effectively. In pharmaceuticals, they are vital for concentrating active ingredients without compromising their efficacy. However, users sometimes overlook maintenance necessities. Neglecting these aspects may affect efficiency and product quality.
While agitated thin film evaporators are efficient, they require careful operation. Understanding the system parameters is essential for optimal performance. Potential users might struggle with adapting to different materials. They need to test their processes thoroughly. Balancing efficiency with product integrity is a common challenge faced by operators.
Top 10 Agitated Thin Film Evaporators in China for Global Buyers
This chart illustrates the evaporation capacities (in liters per hour) of the top 10 agitated thin film evaporators available in China, indicating their potential for various applications. The data reflects normalized capacity metrics.
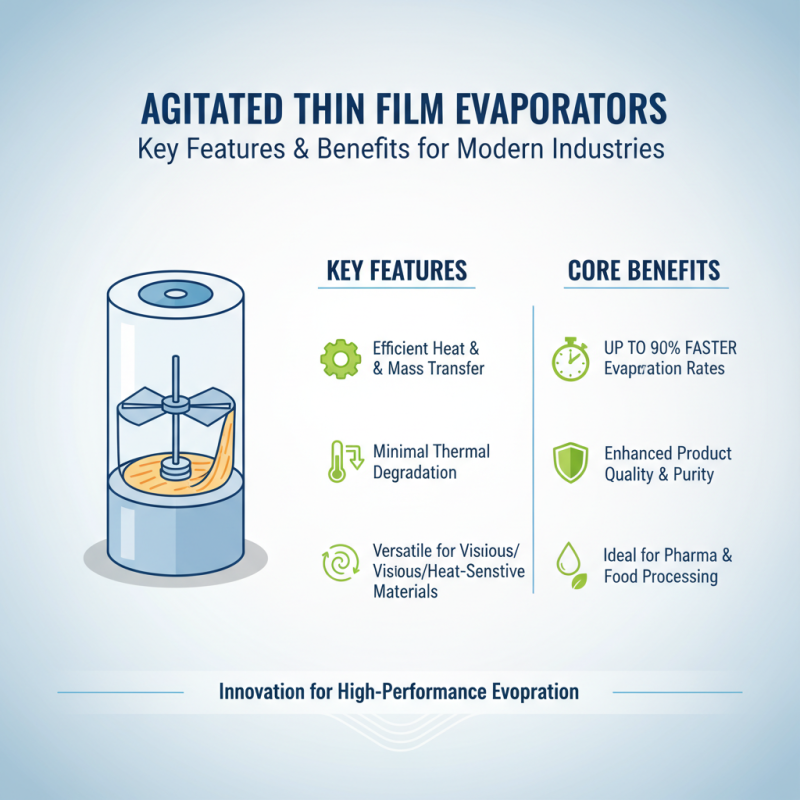
Key Features and Benefits of Agitated Thin Film Evaporators
Agitated thin film evaporators (ATFE) are essential in industries like pharmaceuticals and food processing. Their efficient heat and mass transfer capabilities enhance evaporation rates significantly. According to recent industry reports, ATFE can achieve evaporation rates up to 90% faster than traditional evaporators. This is crucial for processes requiring minimal thermal degradation of heat-sensitive materials.
One of the key benefits of ATFE is its ability to handle viscous liquids. Studies show that these systems can manage viscosities exceeding 500 cP without compromising efficiency. The unique design allows for continuous operation, reducing downtime and maintenance. However, the complexity of these systems can lead to operational challenges. Proper training for operators is necessary to ensure optimal performance.
Additionally, energy efficiency is another major feature of ATFE. When compared to other evaporation technologies, they consume 30% less energy for the same throughput. This translates to lower operational costs and a reduced environmental footprint. Yet, the initial investment for ATFE can be higher than standard systems, which may deter some buyers. Evaluating long-term benefits versus upfront costs is essential for decision-makers.
Top 10 Manufacturers of Agitated Thin Film Evaporators in China
In the competitive landscape of agitated thin film evaporators in China, several manufacturers stand out. These companies leverage advanced technology to enhance efficiency. They cater to various industries, supplying reliable evaporators known for their superior performance. Each has carved a niche, contributing to China's robust manufacturing capabilities.
The expertise in designing and producing agitated thin film evaporators is impressive. Many utilize sophisticated engineering techniques, optimizing heat transfer and mass flow. Products are often customized to meet specific client needs. However, it is essential to note that innovation in this field can sometimes lead to over-complication. Simplicity in design can be overlooked, potentially impacting reliability.
Collaboration with global buyers is a focal point for many manufacturers. They regularly participate in trade shows and industry forums. This engagement provides insights into market demands. However, the need for constant feedback from users is crucial. Some manufacturers may not prioritize this as much as they should. This gap can lead to missed opportunities for improvement and innovation in their product lines.
Comparative Analysis of Global Buyer Preferences for Chinese Evaporators
In recent years, the demand for agitated thin film evaporators in China has surged. Global buyers are increasingly seeking efficient and reliable solutions for their manufacturing processes. Understanding buyer preferences is crucial in this competitive landscape.
Buyers prioritize performance and energy efficiency when selecting evaporators. They often prefer models that can handle diverse applications, reflecting a need for versatility. Simple operation and maintenance also rank high on their lists. Comparatively, cost-effectiveness is a critical factor, but it should not compromise quality. Some buyers express concerns about the variability in product quality from different manufacturers, which underscores the importance of reliable sourcing.
When analyzing preferences, trends emerge. Many buyers value technical support and after-sales service. However, there's a common fear of inadequate support after purchase. Additionally, the speed of delivery is a growing concern. As globalization continues to influence the market, understanding these preferences allows manufacturers to enhance their offerings and foster stronger relationships with international clients.